Did you know that welding is not a one-size-fits-all process? Welders must master various positions to tackle diverse projects effectively. Welding positions are fundamental to the craft, dictating how a welder approaches and executes each joint. These positions are critical because they directly impact the weld"s quality, strength, and appearance.
In this article, we will explore all the welding positions in detail. From the straightforward flat position to the more demanding overhead position, we'll explore the intricacies of each. This comprehensive guide will enhance your understanding of welding positions and their significance.
What are the Welding Positions?
Welding positions refer to the specific orientations of the workpiece and the welder's body during the welding process. They are standardized to ensure consistency and quality across the industry. Understanding these positions is crucial for welders. Each welding position presents unique challenges and requires specific techniques for optimal results.
The 4 Basic Types Of Welding Positions
Welding positions are classified into four main categories: flat, horizontal, vertical, and overhead. These positions are standardized by the American Welding Society (AWS) and are crucial for achieving quality welds in various applications. Each position presents unique challenges and requires specific techniques, making it essential for welders to master all four to become versatile professionals. 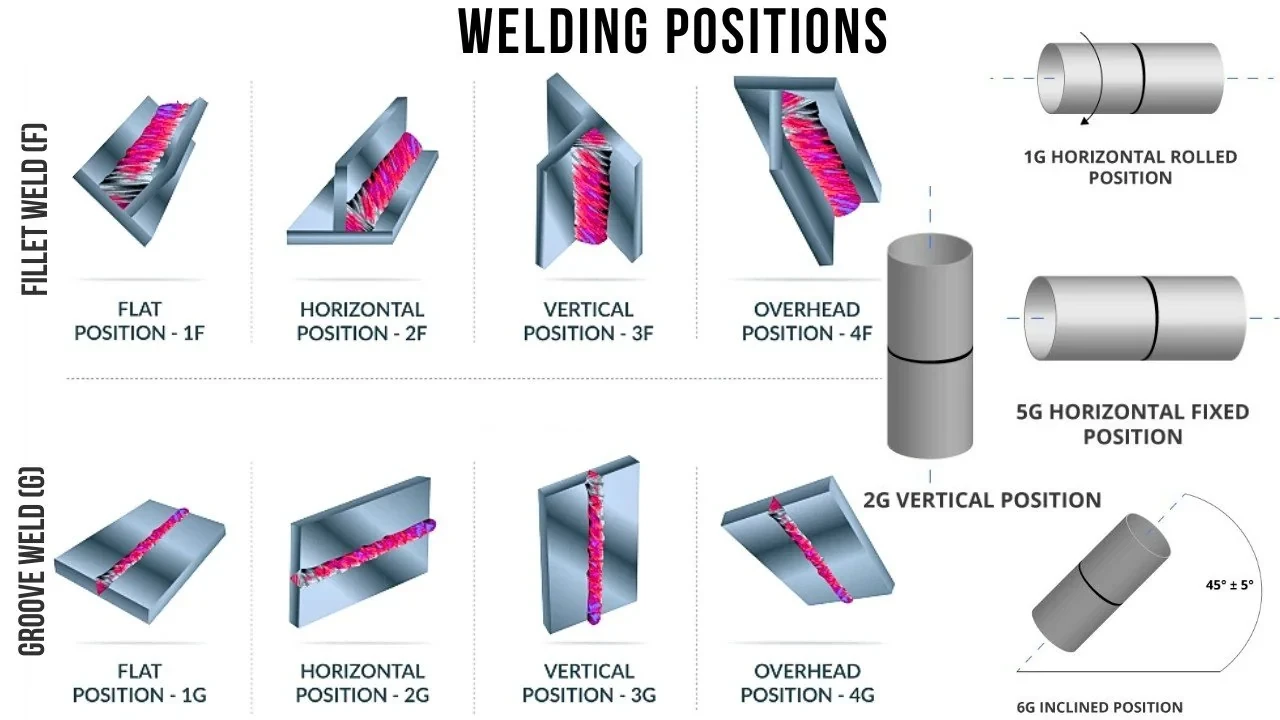
1. Flat (1F/1G) Position
1F Welding Position
The 1F welding or flat fillet weld position is considered the easiest and most efficient. In this orientation, the weld is deposited on the upper side of a horizontal surface, with the face of the weld pointing upward. The workpiece is positioned so the weld puddle remains flat due to gravity, allowing optimal control and penetration.
The 1F position's advantages include higher welding speeds, better weld quality, and reduced fatigue for the welder. It's ideal for beginners to learn and practice their techniques. The 1F position is suitable for various welding processes, including Shielded Metal Arc Welding (SMAW), Gas Metal Arc Welding (GMAW), and Flux-Cored Arc Welding (FCAW). Filler metals can be chosen based on the base metal and specific project requirements.
1G Welding Position
The 1G welding position refers to a flat groove weld. In this position, the weld joint is horizontal, and the weld face is upward. The workpiece is positioned so the molten weld pool remains level, similar to the 1F position. However, 1G welds involve joining two pieces of metal along their edges rather than at right angles. The main advantage of the 1G position is the ease of puddle control. This position also allows for higher deposition rates and faster welding speeds compared to other positions.
However, the 1G position may not always be practical for large or immovable structures, limiting its use in certain field applications. Additionally, welders must be cautious of overexerting themselves, as the position's ease can sometimes lead to excessive deposition.
2. Horizontal (2F/2G) Position
2F Welding Position
The 2F welding position, known as the horizontal fillet weld position, involves welding on the upper side of a horizontal surface against a vertical surface. In this orientation, the weld axis is horizontal, and the weld face lies in a vertical plane. This position is more challenging than the flat position, as welders must contend with gravity pulling the molten metal downward.
The 2F position is frequently used in real-world applications, making it an essential skill for welders. It allows for welding in confined spaces where repositioning the workpiece is impractical. However, the 2F position can be more fatiguing for welders and requires careful control to prevent the weld puddle from sagging. Welders should focus on achieving consistent penetration at the root of the joint while avoiding excessive reinforcement on the bottom leg of the fillet.
The 2F position suits various welding processes, including SMAW, GMAW, and FCAW. When selecting filler metals, welders should consider options that provide good fluidity and fast-freezing characteristics to help control the weld puddle in this position.
2G Welding Position
The 2G welding position refers to a horizontal groove weld. In this position, the weld joint is vertical, but the weld itself is deposited horizontally. The axis of the weld is horizontal, and the face of the weld is in a vertical plane. An advantage of the 2G position is its applicability in many industrial settings, particularly in pipe welding. It allows for welding on vertical surfaces without repositioning large or fixed structures.
2G Horizontal Rolled Position
The 2G horizontal rolled position is a variation of the standard 2G position used explicitly in pipe welding. In this configuration, the pipe is positioned horizontally and can be rotated, allowing the welder to maintain a consistent welding position throughout the process. This position is also sometimes referred to as "rollout" welding.
3. Vertical (3F/3G) Position
3F Welding Position
The 3F welding position, known as the vertical fillet weld position, involves welding on a vertical surface with the weld axis in a vertical plane. This position can be further divided into vertical up (welding from bottom to top) and vertical down (welding from top to bottom). The 3F position is considered one of the more challenging positions as welders must contend with gravity directly affecting the molten weld pool.
The 3F position is excellent in construction and fabrication applications, especially when working on tall structures or confined spaces. It allows welders to join vertical components without repositioning. The 3F position suits various welding processes, including SMAW, GMAW, and FCAW. When selecting filler metals, welders should consider options that provide good puddle control and fast-freezing characteristics.
3G Welding Position
The 3G welding position refers to a vertical groove weld. In this position, the weld joint and the weld itself are vertical. Like the 3F position, 3G welding can be performed in either the vertical up or vertical down direction. To achieve high-quality 3G welds, welders must maintain proper travel speed, arc length, and electrode angle.
Vertical Up (3F/3G) Position
The vertical up welding position, a variation of the 3F/3G position, involves welding from the bottom of the joint upwards. Vertical up welding makes achieving deep penetration and intense fusion easy, especially in thicker materials. The upward progression allows gravity to assist in holding the molten pool in place, resulting in a more controlled weld. However, this position can be slower and more challenging than vertical down welding.
Vertical Down (3F/3G) Position
The vertical down welding position involves welding from the top of the joint downwards. This technique is often used in thin-material applications, such as sheet metal work and pipe welding scenarios. The main advantage of vertical down welding is its speed. The downward progression allows for faster travel speeds, making it more efficient for specific applications. However, this position is unsuitable for thicker materials or applications requiring deep penetration.
4. Overhead (4F/4G) Position
4F Welding Position
The 4F welding position, known as the overhead fillet weld position, involves welding on the underside of a horizontal surface. The weld axis is horizontal in this orientation, but the weld face is overhead. This position is considered one of the most challenging, as welders must work against gravity. It is physically demanding and requires exceptional skill to maintain proper puddle control and achieve consistent penetration.
The 4F position suits various welding processes, including SMAW, GMAW, and FCAW. When selecting filler metals, welders should prioritize options that provide excellent puddle control and fast-freezing characteristics to combat gravity's effects in this challenging position.
4G Welding Position
The 4G welding position refers to an overhead groove weld. In this position, the weld joint and the weld itself are overhead, with the horizontal weld axis. Proper joint preparation, including correct bevel angles and root openings, is crucial in 4 G welding. Welders should also be mindful of interpass temperature control in multi-pass welds to prevent distortion and ensure structural integrity. In this position, personal protective equipment is particularly important to guard against falling molten metal and spatter.
Pipe Welding Positions
5. 5G Welding Position - Horizontal Fixed
The 5G welding position is also known as the horizontal fixed position. The 5G welding position is mainly used in pipeline construction and maintenance, notably in the oil and gas industry. In this position, the pipe is fixed horizontally, and the welder must work around the pipe to complete the weld. The 5G position combines flat, vertical, and overhead welding elements, making it a comprehensive test of a welder's skills. It enables efficient welding of non-rotating pipes, such as existing pipelines or fixed structures. 
The best way to perform 5 G welding is to start at the bottom (6 o'clock position) and work upwards to the top (12 o'clock position) in two halves. This strategy improves the effectiveness of weld puddle management. Welders must alter their technique as they move around the pipe, considering gravity's shifting effects on the weld pool.
6. 6G Welding Position - Inclined
The 6G welding position is considered the most challenging. In this configuration, the pipe is fixed at a 45-degree angle, and the welder cannot rotate it. The 6G position incorporates all other welding positions in a single test, making it a comprehensive assessment of a welder's skill.
The main benefit of mastering the 6G position is that it shows a welder's ability to tackle any welding operation. This adaptability is widely valued in aerospace, petrochemicals, and energy generation industries. However, the 6G position is challenging to master, requiring extraordinary technique, physical agility, and mental concentration.
The 6G position is compatible with most welding processes, including GTAW, GMAW, and SMAW. To produce high-quality 6G welds, welders must constantly alter their technique around the pipe. This includes adjusting trip speed, electrode angle, and puddle manipulation to adapt to gravity's changing impacts.
Welding Positions Codes As Per ISO And AWS
Understanding welding position codes is crucial for welders, engineers, and fabricators. These standardized codes ensure clear communication across the industry, regardless of geographical location or specific workplace. Learning these codes helps professionals interpret welding procedures accurately, comply with international standards, and execute welds correctly in various scenarios. Let's explore the codes for each welding position according to the American Welding Society (AWS) and the International Organization for Standardization (ISO):
Flat Position
AWS: 1F (Fillet) / 1G (Groove)
ISO: PA
The flat position is denoted as 1F or 1G in AWS standards and PA in ISO standards. This position involves welding on the upper side of a horizontal surface. It's considered the most accessible welding position and is ideal for beginners to practice their techniques.
Horizontal Position
AWS: 2F (Fillet) / 2G (Groove)
ISO: PB (Fillet) / PC (Groove)
AWS uses 2F or 2G for horizontal welds, while ISO distinguishes between PB for fillet welds and PC for groove welds. This position involves welding on a horizontal axis against a vertical surface, and it's commonly encountered in various industrial applications.
Vertical Position
AWS: 3F (Fillet) / 3G (Groove)
ISO: PF (Upward) / PG (Downward)
The vertical position is coded as 3F or 3G in AWS standards. ISO further specifies PF for vertical up welding and PG for vertical down. This position requires welding on a vertical surface and demands excellent puddle control.
Overhead Position
AWS: 4F (Fillet) / 4G (Groove)
ISO: PE
Overhead welding is denoted as 4F or 4G by AWS and PE by ISO. This challenging position involves welding on the underside of a horizontal surface, requiring exceptional skill and technique to combat gravity.
Horizontal Fixed (Pipe)
AWS: 5G
ISO: PF (Upward) / PG (Downward)
The 5G position in AWS refers to horizontal fixed pipe welding. ISO uses PF for upward progression and PG for downward. This position is crucial in pipeline construction and maintenance.
Inclined (Pipe)
AWS: 6G
ISO: H-L045
The most challenging position, 6G (AWS) or H-L045 (ISO), involves welding on a pipe fixed at a 45-degree angle. It incorporates all other positions and is considered the ultimate test of a welder's skill.
Horizontal Rolled (Pipe)
AWS: 1G Rolled
ISO: PA
This position involves welding on a horizontally positioned pipe that can be rotated. It's denoted as 1G Rolled in AWS and PA in ISO standards, similar to the flat position code.
Factors Influencing Welding Position Selection
Selecting the appropriate welding position is crucial for achieving high-quality welds and ensuring project success. Several factors influence this decision:
1. Workpiece Geometry
The joined components' shape, size, and orientation play a crucial role in determining the welding position. Simple, flat pieces might allow for easy flat or horizontal welding. However, curved surfaces, pipes, or oddly shaped parts may require more challenging vertical or overhead welding positions.
Complex structures often need welding in multiple positions. For example, a large tank might require flat welding on the bottom, vertical welding on the sides, and overhead welding for the top section. Understanding the workpiece geometry helps welders plan their approach and choose the most suitable positions for each part of the project.
2. Accessibility
Access to the weld joint is critical to choosing the welding position. In ideal situations, parts can be moved or rotated to allow for welding in easier positions, like flat or horizontal. However, real-world scenarios often present challenges where such movement is not possible.
Confined spaces, such as inside tanks or in tight corners of structures, may force welders to use more difficult positions. Fixed structures, like pipelines or building frameworks, also limit positioning options. In these cases, welders must adapt to the available access, sometimes using vertical or overhead positions even when they're not ideal. This factor underscores the importance of welders being skilled in all positions to handle various accessibility challenges. 
3. Material Thickness
The thickness of the welded materials significantly influences the choice of welding position. Thicker materials often require positions that allow for better penetration to ensure a strong, fully fused weld. Flat and horizontal positions are usually preferred for thick materials as they allow the welder to easily control the weld pool and achieve deeper penetration.
On the other hand, thinner materials offer more flexibility in position choice. They can often be welded in any position without compromising weld quality. However, vertical or overhead welding on very thin materials requires careful control to prevent burn-through. Welders must consider material thickness alongside other factors to choose a position that ensures proper fusion without damaging the workpiece.
4. Weld Joint Design
The design of the weld joint is another crucial factor in selecting the welding position. Different joint types - such as butt, lap, corner, or T-joints - may be better suited to certain welding positions. For instance, butt joints are often welded in the flat position when possible, as this allows for the best control of the weld pool and penetration.
Fillet welds in T-joints or lap joints might be more easily performed in the horizontal position. Complex joint designs, like those found in pipe welding, may require specialized positions like 5G or 6G. Understanding the relationship between joint design and welding position helps ensure that the chosen position will allow for proper joint filling and fusion, leading to a robust and reliable weld.
5. Welding Process
The choice of welding process can influence or be influenced by the welding position. Some welding processes are more versatile across different positions, while others have limitations. For example, Gas Metal Arc Welding (GMAW or MIG) is adaptable and can be used effectively in most positions. On the other hand, processes like gas tungsten arc welding (GTAW or TIG) are often preferred for precision work and can be used in all positions, but they may be slower in some. Understanding the strengths and limitations of each welding process in various positions helps select the most suitable combination for a given project.
6. Welder Skill Level
The skill level of the available welders is a critical factor in choosing welding positions. Some positions, like flat (1F/1G) or horizontal (2F/2G), are generally easier to master and can be performed by welders with less experience. These positions often allow for better control of the weld pool and are less physically demanding.
More challenging positions, such as vertical (3F/3G), overhead (4F/4G), or advanced 6G pipe welding positions, require significant skill and experience. These positions demand excellent hand-eye coordination, body control, and a deep understanding of weld pool dynamics. When planning projects, managers must consider the skill level of their welding team. If a project requires difficult positions but the team lacks the necessary skills, additional training or hiring more experienced welders may be required.
7. Production Efficiency
Production efficiency is often a key consideration in industrial settings when selecting welding positions. Positions that allow for higher deposition rates and faster welding speeds are generally preferred for high-volume production. Flat and horizontal positions typically offer the best efficiency, allowing easier control of the weld pool and often permitting higher travel speeds.
Vertical and overhead positions, while sometimes necessary, can slow down production due to their increased difficulty and the need for more careful control. Manufacturers might design their production processes to maximize the use of more efficient welding positions.
8. Distortion Control
Controlling distortion is a crucial aspect of welding, and the choice of welding position can play a significant role. Some positions allow for better heat input and distribution management, which directly affects distortion. For example, welding in the flat position often provides better control over the weld pool and allows for techniques that minimize distortion.
9. Cost Considerations
The choice of welding position can have significant implications for project costs. Some positions are more cost-effective due to reduced labour time or lower defect rates. Flat and horizontal positions often allow for faster welding speeds and higher deposition rates, translating to lower labour costs per weld.
Additionally, more accessible positions typically result in fewer defects, reducing the need for costly rework or repairs. More challenging positions like vertical or overhead may require more time, specialized equipment, or higher-skilled (and often higher-paid) welders, which can increase costs. When planning projects, it's essential to balance the cost implications of different welding positions with other factors like accessibility and joint design. Sometimes, investing in positioning equipment to enable more welds in cost-effective positions can lead to significant long-term savings.
Takeaway
Learning numerous welding positions is critical to becoming a flexible and experienced welder. Each position presents distinct challenges and requires specialized solutions. While some jobs, such as flat (1F/1G), are simpler and more efficient, others, such as overhead (4F/4G) and inclined pipe (6G), require expert skills. Proficiency in all positions broadens a welder's capabilities, making them valuable in various sectors. Remember that welding position selection substantially impacts weld quality, efficiency, and project success. Continuous practice and adapting to varied roles are critical to success in welding.
